Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mold cavity. The mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminium, magnesium, lead, pewter, and tin-based alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
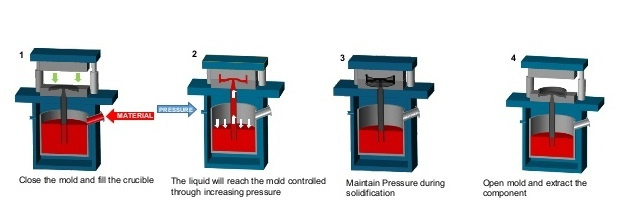
The casting equipment and the metal dies represent large capital costs and this tends to limit the process to high-volume production. Manufacture of parts using die casting is relatively simple, involving only four main steps, which keeps the incremental cost per item low. It is especially suited for a large quantity of small- to medium-sized castings, which is why die casting produces more castings than any other casting process.[1] Die castings are characterized by a very good surface finish (by casting standards) and dimensional consistency.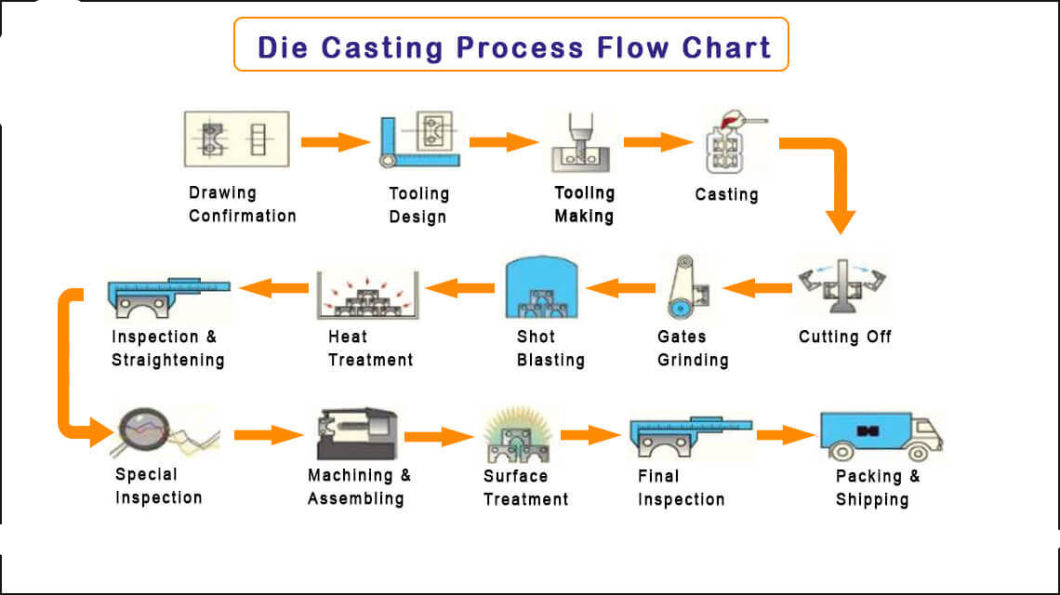
| Die component | Cast metal | |||||
| Tin, lead & zinc | Aluminium & magnesium | Copper & brass | ||||
| Material | Hardness | Material | Hardness | Material | Hardness | |
| Cavity inserts | P20 | 290-330 HB | H13 | 42-48 HRC | DIN 1.2367 | 38-44 HRC |
| H11 | 46-50 HRC | H11 | 42-48 HRC | H20, H21, H22 | 44-48 HRC | |
| H13 | 46-50 HRC | |||||
| Cores | H13 | 46-52 HRC | H13 | 44-48 HRC | DIN 1.2367 | 40-46 HRC |
| DIN 1.2367 | 42-48 HRC | |||||
| Core pins | H13 | 48-52 HRC | DIN 1.2367 prehard | 37-40 HRC | DIN 1.2367 prehard | 37-40 HRC |
| Sprue parts | H13 | 48-52 HRC | H13 DIN 1.2367 | 46-48 HRC 44-46 HRC | DIN 1.2367 | 42-46 HRC |
| Nozzle | 420 | 40-44 HRC | H13 | 42-48 HRC | DIN 1.2367 H13 | 40-44 HRC 42-48 HRC |
| Ejector pins | H13 | 46-50 HRC | H13 | 46-50 HRC | H13 | 46-50 HRC |
| Plunger shot sleeve | H13 | 46-50 HRC | H13 DIN 1.2367 | 42-48 HRC 42-48 HRC | DIN 1.2367 H13 | 42-46 HRC 42-46 HRC |
| Holder block | 4140 prehard | ~300 HB | 4140 prehard | ~300 HB | 4140 prehard | ~300 HB |


Product Specifications: | |
| Material: | Aluminum, A380, A356, ADC12, AlSi10Mg, 104, 102 etc. |
| Dimension: | According to the drawing or sample |
| Standard: | DIN GB ISO JIS BA ANSI |
| Casting equipment: | 80T/160T/250T/300T/500Tcasting machine,Sand blasting machine,5T electri stove,Metallographic detector,Independent mould manufacturing |
| Production Process: | Polish/Sand Blast/EDM/Milling/Texture/Grind/Pre-Treatment/Quenching/Lathe/Wire Cut/Annealing/Temper etc. |
| Equipment of Casting: | 1. High pressure die casting machining:125T/180T/250T/280T/500T/800T/1250T 2. Gravity casting machine: 5 production lines 3. Low pressure die casting machining: 1 production line 4. Sand casting machine: 6 production lines 5. Degassing equipment and opportunities to refine the material 6. Machining: 5Sets CNC Machines;3 sets Milling machines; 3 setsTurning machines; 10 sets drill and tap machines |





Yinxiao Manufacturing provides you with one-stop service from Raw materials → Precision Investment casting, Lost wax casting, Sand casting, Die casting, Centrifugal casting, Sheet metal Stamping → Rapid tooling → CNC Machining → Surface Treatment → Quality Inspection → Timely delivery to customers
WHAT WE DO:
* Casting parts (Steel, stainless steel, carbon steel, Iron, gray iron, ductile iron, Aluminum, aluminum alloy, Copper, brass, copper alloy, etc.);
* CNC Machining (Machining Center, Turning, Milling, Planing, Grinding, Drilling, etc);
* Sheet metal (Stamping, Laser Cutting, Bending, Welding);
* Plastic injection (polystyrene (PS), polyvinyl chloride (PVC), polyethylene (PE), polypropylene (PP), polymethyl methacrylate (PMMA), etc.);
* Surface treatment (sandblasting, shot blasting, painting, spraying, electrophoresis, anodizing, polishing, electroplating, etc.);
Advantages and disadvantages:
- Excellent dimensional accuracy (dependent on casting material, but typically 0.1 mm for the first 2.5 cm (0.004 inch for the first inch) and 0.02 mm for each additional centimeter (0.002 inch for each additional inch).
- Smooth cast surfaces (Ra 1-2.5 micrometres or 0.04-0.10 thou rms).
- Thinner walls can be cast as compared to sand and permanent mold casting (approximately 0.75 mm or 0.030 in).
- Inserts can be cast-in (such as threaded inserts, heating elements, and high strength bearing surfaces).
- Reduces or eliminates secondary machining operations.
- Rapid production rates.
- Casting tensile strength as high as 415 megapascals (60 ksi).
- Casting of low fluidity metals.
The main disadvantage to die casting is the very high capital cost. Both the casting equipment required and the dies and related components are very costly, as compared to most other casting processes. Therefore, to make die casting an economic process, a large production volume is needed. Other disadvantages are that the process is limited to high-fluidity metals, and casting weights must be between 30 grams (1 oz) and 10 kg (20 lb).[note 3][10] In the standard die casting process the final casting will have a small amount of porosity. This prevents any heat treating or welding, because the heat causes the gas in the pores to expand, which causes micro-cracks inside the part and exfoliation of the surface.[4] Thus a related disadvantage of die casting is that it is only for parts in which softness is acceptable. Parts needing hardening (through hardening or case hardening) and tempering are not cast in dies.
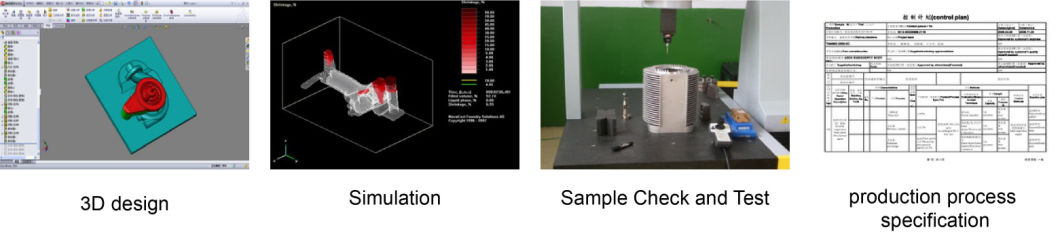
* One-Sotp service(from design to mass production)
* OEM /ODM Customized services
* Rapid prototyping & low-volume production
* High quality & low prices
* Highly skilled manufacturing process.
* Strict quality Control System.
* Fast reactions and high efficacy Problems solving;
* Have knowledge from part design, Quotation, Casting, CNC Machining to Finish;
* Understand customer needs: product application, service environment, usage and so on;
* Bring value to add we to customers and care about customer's business;
We are here, wish to be your friends.
We promise that we can offer good quality&service on Casting CNC Machining, but for sure, more competitive price and better lead time.